Ball Screw Nut 250×215×132×216×180.2
The workpiece is made of aluminum bronze ZCuAl10Fe3 with a scale of 1:4 and single piece weight of 55kg, its overall dimension specification is 250×215×132×216×180.2. The part is designed with stepped inner and outer circles, four Φ10 mounting through holes and 30° trapezoidal thread grooves on end face; geometric tolerances include multiple perpendicularity and coaxiality tolerances of 0.12. Technical requirements specify metal heat treatment and deburring treatment for the workpiece, threads shall be machined in accordance with standard GB/T13576-2008, and castings are forbidden to have sand holes, air holes and other defects.

slide plate 1210×600×30
The component is made of tin bronze ZCuSn12Pb1, drawn at a scale of 1:6 with a single piece weight of 168kg. It is a rectangular plate part equipped with six mounting through holes on the surface, and its side edges are designed with 120° guiding inclined planes and stepped mounting grooves. Geometric tolerances including parallelism and symmetry are marked on the drawing, and the only technical requirement is edge chamfering.
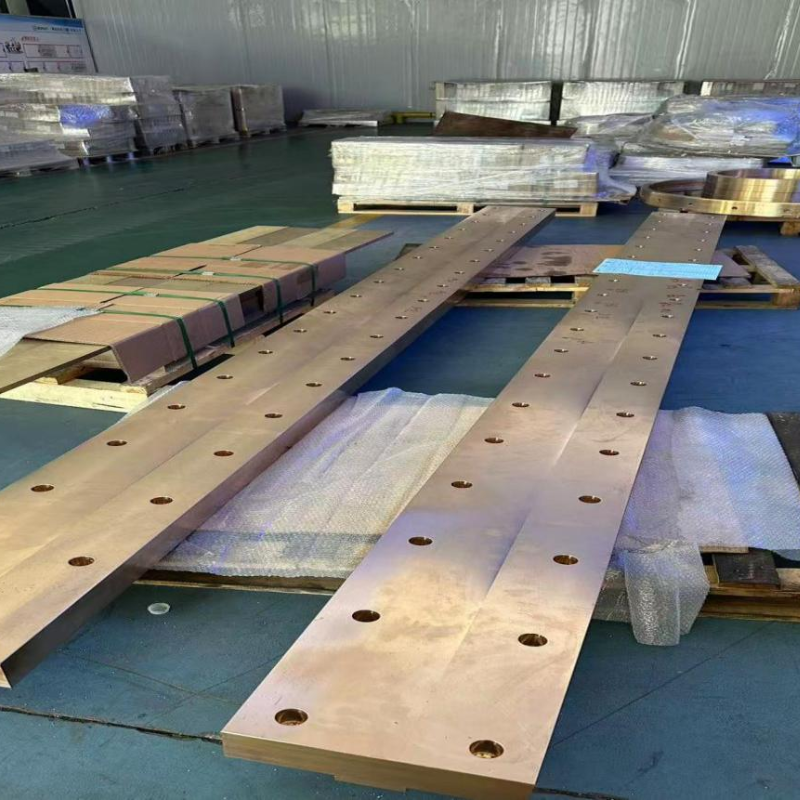
support slide plate 3622.6×250×88
It is made of tin bronze ZCuSn10P1, drawn at a scale of 1:6 with a single piece weight of 544kg. The part is a long strip plate with two rows of evenly distributed mounting holes on its surface and trapezoidal guide grooves on the cross-section. Multiple geometric tolerances of parallelism and perpendicularity are marked on the drawing. The technical requirements include edge chamfering, unmarked fillet radius R0.5 and unmarked 45° chamfers

Bidirectional Clearance Sliding Sleeve 332.2×260×170
It adopts a split two-half bushing structure made of CuAl10Fe2-C-GM material. The nominal inner bore diameter of the part is Φ280 with an octagonal outer profile and a split parting line. Multiple sets of M8×15 threaded holes, oil grooves, 36°×10 lubrication grooves and transition fillets such as R30 and R45 are arranged on the workpiece. Cross-section views mark dimensional tolerances of inner diameter, wall thickness and assembly inclined planes. This component is assembled by two half sliding sleeves

sliding block 290×185×75
The workpiece is a block component with an arc-shaped concave mating surface, internally equipped with multiple through oil grooves and mounting threaded holes on the side face. Multiple geometric tolerances including parallelism and symmetry are marked on the drawing, with full views of main drawing, cross-sections and partial enlarged details provided. The only technical requirement is edge chamfering

liner plate 500×200×46
it is made of copper alloy ZCuZn25Al6Fe3Mn3. The workpiece is a rectangular flat plate with eight mounting through holes evenly arranged in two rows on the surface and a M12×25 positioning threaded hole in the middle, and an arc matching groove is set on its cross section. Geometric tolerances such as flatness and symmetry are marked on the drawing. The technical requirements specify paired machining for two pieces, qualified fitting contact surfaces and qualified surface roughness

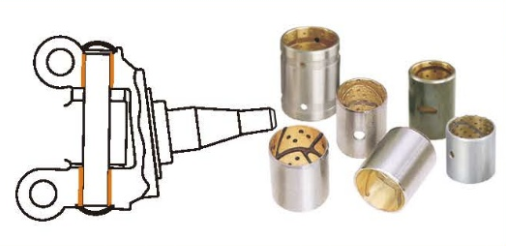
bearing bush 485×470×290×368.5×148.5
weighing 180kg per piece, which is made of alloy steel 40CrNiMoA. The workpiece is a stepped annular sleeve structure with multiple sets of M12 mounting threaded holes evenly distributed on the end face and multiple trapezoidal lubricating oil grooves inside the inner bore. Multiple section views mark geometric tolerances such as concentricity and perpendicularity as well as precise dimensional tolerances. The technical requirements cover casting flaw detection, deburring, thread machining and heat treatment in accordance with relevant standards

pin shaft 70×60×0×185×10
It is a stepped cylindrical pin shaft equipped with a Φ70 limiting boss at one end, an M10×1 threaded hole on the end face, a Φ60e8 tolerance fitted shaft body and a radial Φ8 oil hole on the side. Both ends are machined with 45° chamfers and R0.8 transition fillets. The technical requirements specify quenching and tempering treatment to achieve hardness of 217~255HBW and full edge chamfering

straight shaft
The workpiece adopts a stepped cylindrical shaft structure, with two sections of M2-M4 threads at one end, the basic outer diameter of the shaft body is Φ25, and both ends are machined with 1×45° chamfers and R0.5 transition fillets. The drawing marks the geometric tolerance of concentricity. The technical requirements require quenching and tempering treatment to reach hardness of 210~250HBW and blunting all sharp edges

lifting hook 320×130×50
The workpiece is a bent special lifting lug structure with multiple transition fillets including R40, R60 and R5. It is equipped with a large Φ60 mounting hole at one end and a small Φ20 positioning hole in the middle, and the hook head is designed with a 30° bearing inclined plane and 1×45° chamfers. Cross-section view marks dimensional tolerances of thickness and hole diameters. The technical requirements require quenching and tempering to reach hardness of 217~255HBW, surface quenching of specified working surface with hardness HRC50~55 and hardening depth of 1~2mm, as well as chamfering of all edges
through cover 455×370×264×103.5×47.5
The cross-section view marks stepped wall thickness, inner and outer circle diameters as well as geometric tolerances including concentricity and flatness. The technical requirements specify quenching and tempering treatment to reach hardness of 250~280HBW, overall nitriding treatment with nitriding layer depth of 0.4mm and surface hardness of 500~700HV, unmarked 45° chamfers and unmarked fillet radius R0.8, and also clarify multiple manufacturing standards such as casting flaw detection, dimensional tolerance and thread machining.
hinge lug 220×180×45
it is made of low-alloy structural steel Q355B. The workpiece is a rectangular plate-type hinge support, with a large Φ90.2 hinge hole in the center of the plate surface and two symmetric Φ26 mounting through holes on both sides, as well as an M10×1 threaded hole at the center of the end face. All corners are machined with 2×45° chamfers and R1 transition fillets, and flatness dimensional tolerances are marked on the drawing. The only technical requirement is edge chamfering and deburring

Screw-down Nut 1056×627×906
Large-size trapezoidal transmission threads are machined inside the workpiece, and multiple sets of mounting holes and lubricating oil passages are evenly distributed on the outer circumference. A full set of sectional and partial enlarged views are provided to mark precise dimensions and geometric tolerances including thread profile, wall thickness and hole diameter. Complete technical specifications are attached to the drawing, putting forward strict requirements for multiple manufacturing procedures such as heat treatment, flaw detection, thread machining accuracy and surface treatment.

convex spherical washer 682×0×94
It is a circular gasket with a convex spherical surface of SR556.42 on one side and a flat surface on the other. Multiple radial oil grooves are distributed on the disc surface with a central mounting hole. The cross-section marks R32 transition radii and thickness dimensional tolerances. The technical requirements specify that the casting shall be free of sand holes, air holes and other defects, the fitting rate between spherical surface and matching plane shall not be less than 70%, production shall comply with corresponding bronze casting standards, and all sharp edges need chamfering.

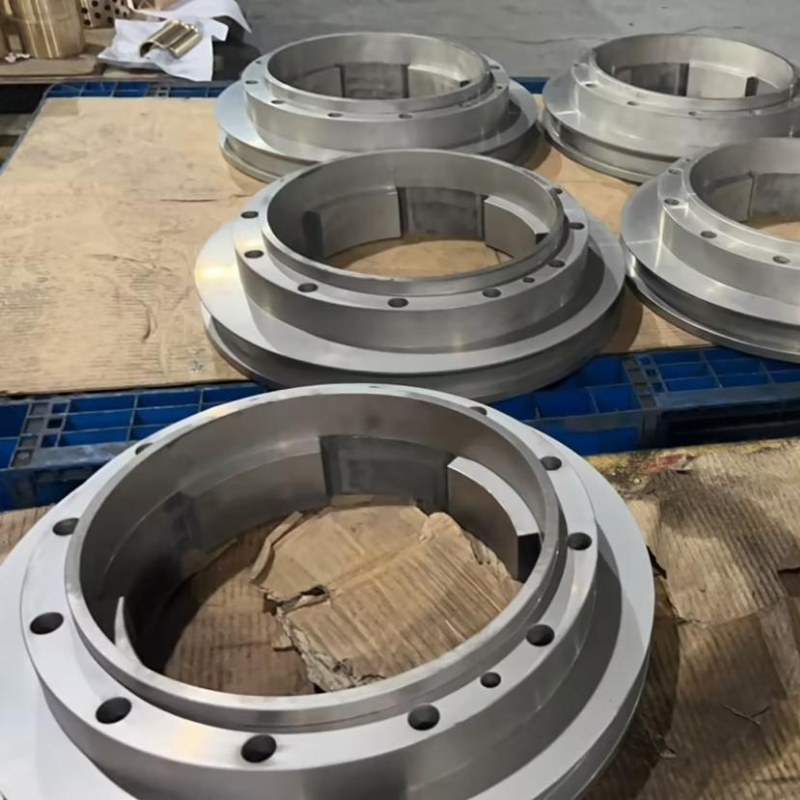
wheel rim 748×466×104
The workpiece is an annular stepped casting with marked dimensions including inner and outer circle diameters, thickness and R10 transition fillet. The technical requirements specify casting shall comply with JB/T 5000.5-2007, produced by centrifugal casting or metal mold casting, free of cracks, slag inclusions and other defects affecting strength, with hardness ≥HB100 and tensile strength ≥300N/mm². Mechanical test blocks shall be delivered together with the workpiece, and the gear tooth area after finish machining shall undergo Level 3 penetrant testing in accordance with JB/T9218-1999.
wheel rim 1572×1266×229
The workpiece is an annular stepped casting with key dimensions including inner and outer circle diameters, thickness, R10 and R5 transition fillets marked on the drawing. The technical requirements specify casting shall comply with GB/T37400.5-2019 and be produced by centrifugal casting or metal mold casting, free of cracks, slag inclusions and other strength-impairing defects. Ultrasonic testing of Level 2 per EZB554-2002 shall be carried out on areas with surface roughness Ra3.2 after rough machining. The material mechanical properties must meet hardness ≥HB100, tensile strength ≥300MPa, yield strength ≥180MPa and elongation ≥8% with attached test coupons.

copper pin shaft 185×0×420
The workpiece is a stepped cylindrical copper pin shaft equipped with multiple fitted shaft diameters, 30° guide inclined planes and 3×45° chamfers at both ends. A G1/4 oil hole and spherical lubrication structure are arranged at the center. Cross-section views mark geometric tolerances such as concentricity and precise dimensional tolerances. The technical requirements specify the casting shall comply with GB/T37400.5-2019 and be free of casting defects including shrinkage porosity, cracks, air holes and slag inclusions. Burrs shall be removed and all sharp edges chamfered after machining

oil supply copper ring 710×397×100、710×330×100
It is an annular copper part with bilateral lugs, inside the ring there runs a through lubricating oil passage, and multiple groups of threaded mounting holes are arranged on the two side lugs. The drawing marks assembly torque, thickness of each section, inner and outer diameters and other structural dimensions. The technical requirement only states all sharp edges shall be polished smooth,and this copper component is used for assembly in the equipment lubrication system.

Screw-down Nut
Large-size trapezoidal transmission threads are machined in the inner bore, and multiple groups of threaded mounting holes as well as bilateral lubricating oil grooves are evenly distributed on the outer circumference. The drawing includes front view, full sectional view and multiple partial enlarged views, which clearly mark precise dimensions such as thread profile, wall thickness, hole diameter and geometric tolerances. Complete technical specifications are attached with strict manufacturing requirements for key processes including heat treatment, non-destructive testing, thread machining precision and surface quality.

copper sliding block 1070×320×125
The workpiece is a long special-shaped sliding liner block with a large-diameter mounting through hole in the middle, a convex arc surface of SR658.8 machined on the sliding surface, multiple sets of cross oil storage ribs and arc lubricating oil grooves symmetrically distributed on the surface, and 30° guide inclined planes as well as transition fillets at both ends. The drawing marks dimensional tolerances of hole diameter, thickness, spherical radius and general dimensional tolerance standards, and production shall comply with the general technical conditions JB/T5000.

backup roll changing lead screw nut 403.11×158.8×393.7
The workpiece is a square sleeve with side lugs, four sets of M10 threaded holes with depth 30 are evenly distributed on the end face, trapezoidal transmission threads are machined in the inner bore, and the outer circle is marked with geometric tolerance of concentricity 0.03, with a Φ10 oil hole on the side and 2×45° chamfers on all end faces. The technical requirements require the casting to be free of pores, shrinkage cavities, slag inclusions and other defects, all unmarked edges shall be chamfered, and this part needs to be assembled with matching nuts, serving as a copper assembly component for mill roll changing system.