
Recent Posts
Press Fit Tolerancing for Bushings: The Engineer's Guide to Secure, Long-Lasting Performance
A precisely toleranced press fit is the silent guardian of mechanical integrity, transforming a simple bushing into a permanent, load-bearing component of your assembly. In the world of rotating and sliding components, the difference between smooth operation and catastrophic failure often hinges on the microscopic space—or intentional lack thereof—between a bushing and its housing. Getting the press fit tolerance right ensures the bushing stays securely anchored, maintains perfect alignment, and effectively transfers heat, while getting it wrong leads to creep, fretting, premature wear, and costly unplanned downtime.
This guide cuts through the complexity of ISO tolerance codes and engineering principles to provide a clear, actionable framework for specifying press fits for bushings. We’ll explore the why behind the standards, the how of proper design and assembly, and how modern materials solve traditional challenges.
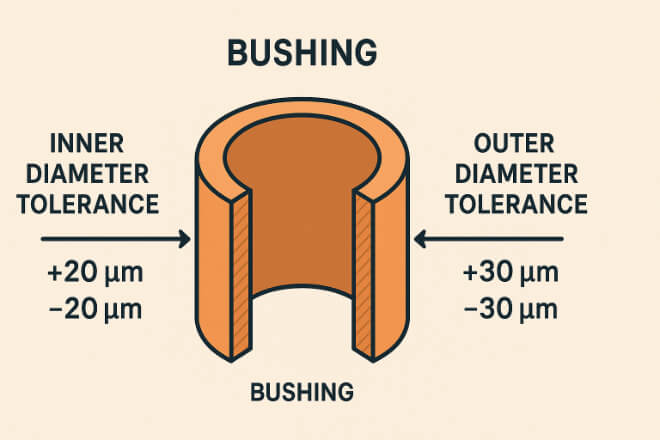
Table of Contents
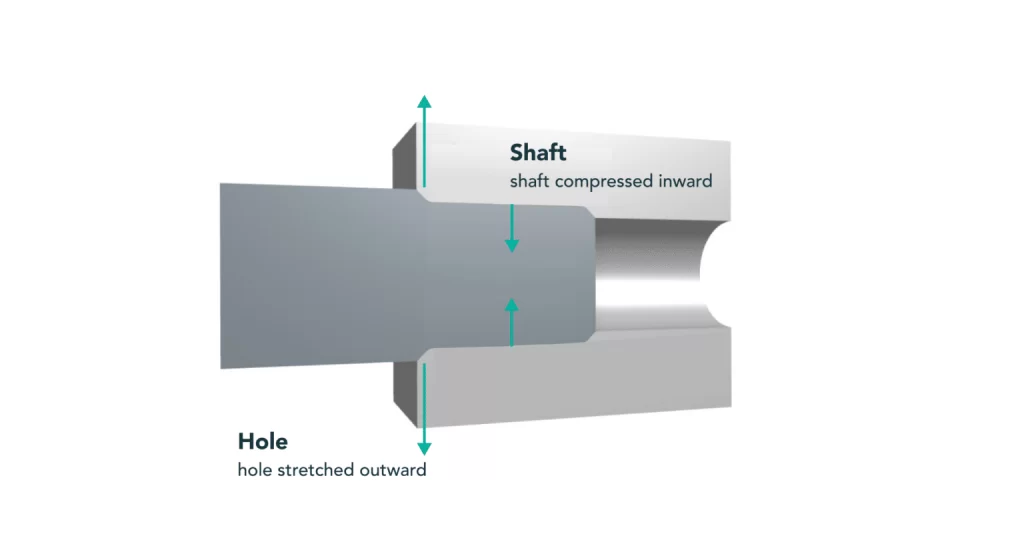
1. Understanding the "Why": The Role of Press Fit in Bushing Performance
A bushing relies on its outer diameter (OD) fit to perform its core function on the inner diameter (ID). A secure press fit accomplishes several critical goals:
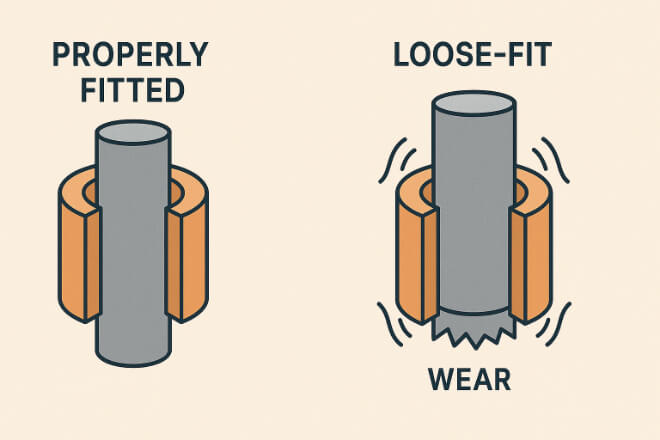
Prevents Rotation and Creep: It locks the bushing radially within the housing, preventing any micro-movement (creep) or full rotation under load. This is especially crucial for bushings without additional locking devices.
Ensures Structural Support: It provides uniform radial support around the entire bushing wall, allowing it to handle applied loads without distortion.
Optimizes Heat Transfer: A tight metal-to-metal contact creates an efficient thermal path, helping to dissipate heat generated from friction out through the housing.
Maintains Dimensional Stability: A proper interference fit helps maintain the roundness and alignment of the bushing’s inner bore after installation, which is essential for consistent shaft performance.
Industry concepts like “Bearing Crush” for engine bearings perfectly illustrate this principle. The bearing shell is intentionally manufactured slightly larger than the housing bore. When installed, it is “crushed,” creating a high radial contact pressure that holds it firmly in place, preventing spin and ensuring optimal performance.
2. Decoding the Standards: ISO Tolerances and "Hole Basis" System
The international language of mechanical fits is defined by the ISO 286 standard. This system uses a letter-number combination (e.g., H7, p6, h9) to specify the acceptable size range, or tolerance zone, for a shaft or hole.
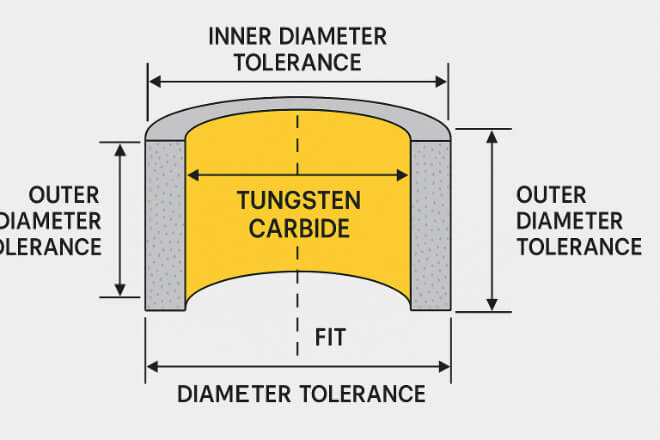
For bushings, the nearly universal approach is the “Hole Basis” system. Here, the housing bore is the fixed reference, typically machined to a standard tolerance like H7. The “H” indicates the hole’s lower deviation is at the basic size (zero line), and the “7” defines the magnitude of the tolerance zone for that nominal diameter. Achieving an H7 bore is straightforward with standard reaming or boring tools.
The fit is then achieved by controlling the bushing’s OD tolerance. An interference fit is created by specifying a bushing OD whose tolerance zone is entirely above that of the H7 hole. Even the smallest possible bushing OD is still larger than the largest possible H7 hole.
Common ISO Press Fit Combinations for Bushings:
| Housing Bore (Fixed) | Bushing OD (Adjusted) | Fit Type | Characteristic |
|---|---|---|---|
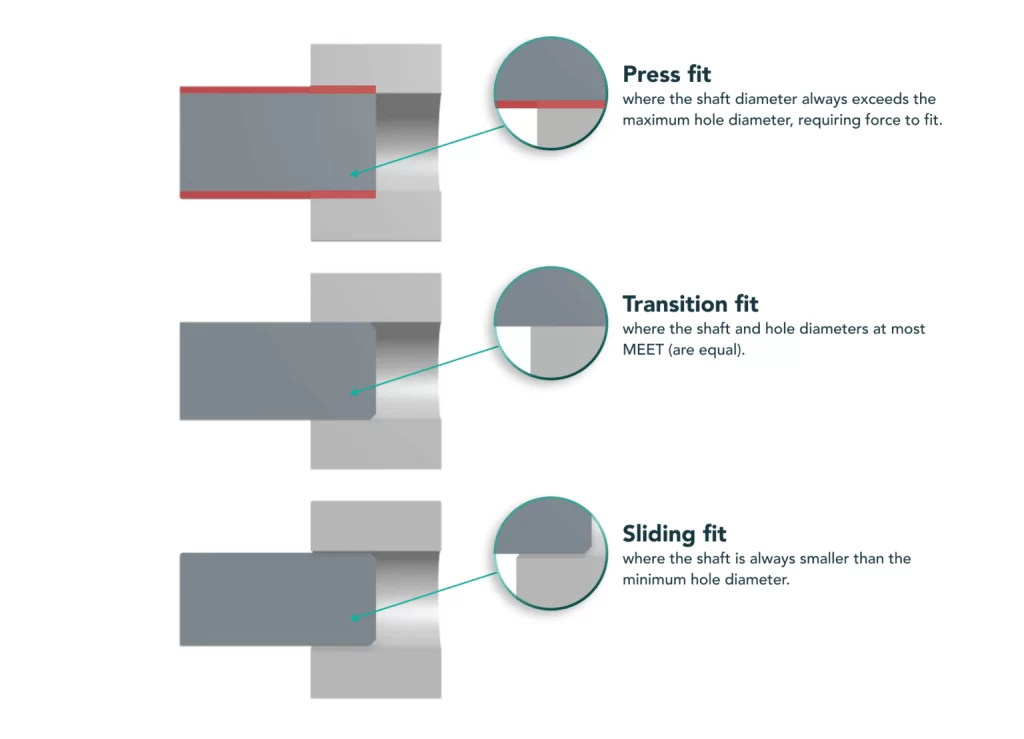
| H7 | p6, r6, s6 | Interference (Press) Fit | Guaranteed overlap. Requires significant force for assembly. For permanent, high-load anchoring. |
| H7 | n6, m6 | Transition Fit | Slight interference or minimal clearance. For precise location where disassembly may be needed. |
| H7 | h6, g6, f7 | Clearance Fit | Guaranteed gap. For sliding or rotating OD applications (rare for bushing-to-housing). |
The Shaft Fit: While the OD gets a press fit, the inner diameter (ID) requires a clearance fit for the shaft. A common recommendation is a shaft toleranced to h9 for smooth rotation. It’s vital to remember that pressing a bushing into a housing can slightly reduce its inner diameter (by roughly 0.5-2%), a factor that must be accounted for in final shaft clearance calculations.
3. The Complete Press-Fit Process: From Design to Assembly
Specifying the tolerance on a drawing is only the first step. Successful implementation requires attention to the entire process.
1. Design & Preparation:
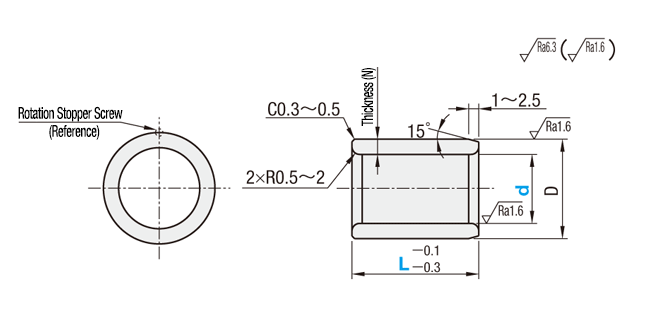
Chamfers are Critical: Both the housing bore and the bushing OD must have a clear, clean chamfer (typically 15-30°) to guide the initial engagement and prevent shearing or damage.
Surface Finish Matters: Aim for a surface roughness (Ra) between 0.8µm and 3.2µm. Too smooth can lead to galling; too rough reduces effective contact area and can wear prematurely.
Cleanliness: Ensure both components are clean, dry, and free of burrs. A small burr can act as a cutting tool during pressing.
2. Assembly Methods:
Mechanical Pressing: The most common method. Use a flat press tool that applies force evenly across the entire bushing face, never just on one edge. Avoid using the shaft or a drift pin to press the bushing, as this can damage the ID.
Thermal Methods (Shrink Fitting): Heating the housing (causing it to expand) or cooling the bushing (causing it to contract) temporarily reduces or eliminates the interference for easy assembly. As temperatures equalize, a strong, uniform fit is achieved. This method is excellent for avoiding high press forces.
What to Avoid: Never hammer a bushing directly. If a press isn’t available, use a soft-faced mallet and an intermediary block to distribute force evenly.
3. Post-Installation:
After pressing, verify the installation. The bushing face should be flush and square. For critical applications, check the final ID with a plug gauge to ensure it is within the specified running clearance for the shaft.
4. Troubleshooting Common Press Fit Problems
Even with planning, issues can arise. Here’s a quick diagnostic guide:
| Problem | Likely Cause | Solution |
|---|---|---|
| Loose Bushing / Creep | Housing bore too large (above H7), insufficient interference, or excessive load. | Verify housing bore size. Consider a bushing with a larger OD tolerance (e.g., move from p6 to r6) or add a securing feature. |
| Bushing Cracks During Pressing | Excessive interference for the material, lack of chamfer, or misalignment during pressing. | Re-calculate interference, especially for brittle materials or thin walls. Ensure perfect alignment and use a press. |
| Difficult Assembly/High Press Force | Interference too high, rough surfaces, or missing chamfers. | Review tolerance selection. Improve surface finish and ensure adequate chamfers. Consider shrink-fitting. |
| Shaft Won’t Fit After Installation | Bushing ID reduced more than anticipated during press-fit (especially with thin-walled or plastic bushings). | Account for post-installation ID shrinkage in design. For existing parts, a light honing of the ID may be necessary. |
5. The Material Factor: Bronze as the Optimal Choice
The bushing material dramatically influences press-fit design and performance. Bronze alloys stand out as the premier choice for high-performance press-fit bushings due to their unique combination of properties:
Controlled Elasticity: Bronze deforms predictably under the radial pressure of a press fit, creating a uniform contact pressure without risking brittle fracture.
Embeddability: Its slightly softer nature allows it to absorb minor debris or imperfections in the housing bore.
Thermal Conductivity: Excellent heat dissipation prevents localized overheating from the press-fit interface or operational friction.
Wear Resistance: Inherent lubricity and compatibility with various shaft materials ensure long service life.
For the most demanding applications, self-lubricating bronze bushings elevate performance further. By embedding solid lubricants (like graphite or PTFE) within the bronze matrix, they create a permanent, maintenance-free lubricating film. This is critical in press-fit applications, as disassembly for re-lubrication is intentionally difficult.
6. Beyond the Standard: The Case for Custom-Engineered Solutions
While ISO standards provide an excellent starting point, real-world applications have unique challenges—extreme temperatures, corrosive environments, high shock loads, or space constraints. This is where off-the-shelf tolerances may fall short.
A custom-engineered bushing solution allows for:
Tailored Interference: Precisely calculated for your specific housing material and wall thickness.
Optimized Material: Selection from a range of bronze alloys (e.g., tin bronze for general use, aluminum bronze for corrosion resistance) and solid lubricant types.
Special Features: Integrated flanges, grooves, or unique wall thicknesses to manage stress and flow.
7. Engineered for the Perfect Fit: MYWAY Bushing Solutions
At MYWAY, we understand that a bushing is not just a component; it’s a critical system interface. Our expertise goes beyond manufacturing—we partner with you in the design phase to ensure optimal performance.
Our high-performance self-lubricating bronze bushings are engineered to master the challenges of press-fit tolerancing:
Precision-Grade Tolerances: We consistently produce bushings to ISO standards like p6, r6, and s6, ensuring the reliable interference your design demands.
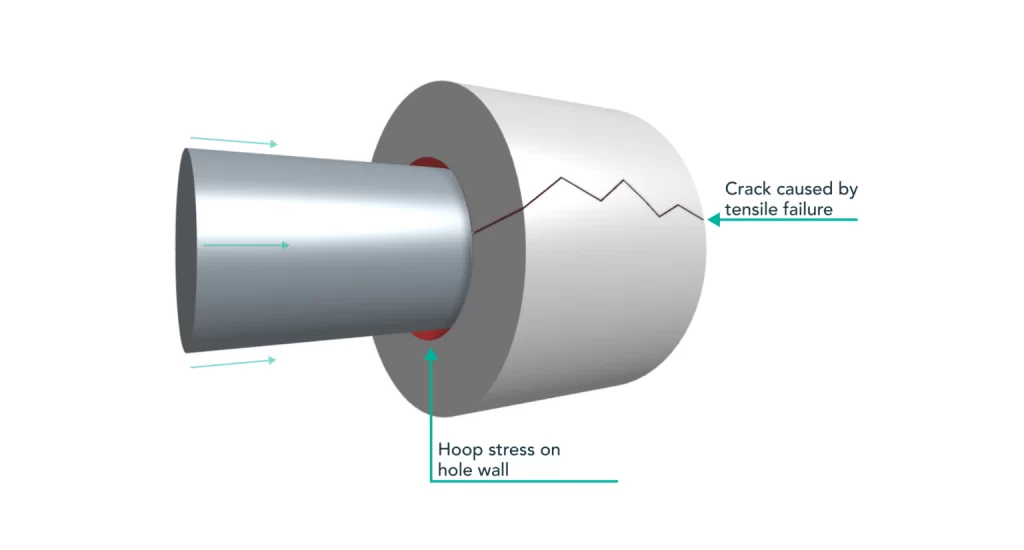
Advanced Material Science: Our proprietary bronze alloys are formulated to withstand the hoop stresses of press-fitting while maintaining dimensional stability and superior wear characteristics.
Custom Engineering Support: Have a non-standard application? Our engineering team can calculate the ideal interference, recommend material, and design custom geometries—from special wall profiles to integrated lubrication features—to ensure your assembly is robust, reliable, and long-lasting.
FAQ: Your Press Fit Tolerancing Questions, Answered
Q: My housing is already machined. Can I still achieve a press fit?
A: Yes. Measure the actual housing bore, then select or manufacture a bushing with an OD that provides the correct interference for that actual size. This is a “shaft-basis” approach applied to the bushing OD.
Q: How much does pressing a bushing reduce its inner diameter?
A: As a rule of thumb, expect a reduction of 0.5% to 2% of the press-fit interference amount on the OD. For a precise bushing, this must be factored into your ID tolerance.
Q: Can I glue a bushing in instead of pressing it?
A: Adhesive can be a supplement but should not replace a press fit for load-bearing applications. It’s useful for loose bores or non-standard materials, but the primary holding force should come from mechanical interference.
Q: What’s the biggest mistake engineers make with press fits?
A: Neglecting to specify a chamfer. This simple feature prevents a huge majority of assembly problems and damaged components.

100000+ Types of Bushings – Contact Us for Details