
Recent Posts
Slide Plates: What Engineers Get Wrong About Self-Lubricating Bronze
If you design dies, specify mould components, or maintain heavy machinery, you’ve spec’d slide plates a hundred times.
But here’s the uncomfortable truth: most engineers still treat slide plates as “just wear strips.” They pick whatever bronze stock is cheapest, drill a few holes, and hope the graphite plugs do their job.
Then the call comes. Sticking. Scoring. Contamination from grease dripping onto food-grade parts. Unscheduled downtime at 2:00 AM.
We’ve spent two decades inside stamping dies, injection moulds, and pipeline supports across 40 countries. The difference between a slide plate that limps along and one that delivers five years of maintenance-free operation isn’t luck. It’s metallurgy, lubricant kinematics, and one thing most catalogs won’t tell you:
The graphite doesn’t lubricate unless the bronze lets it.
This isn’t a product catalog disguised as content. This is the field manual I wish someone handed me twenty years ago.
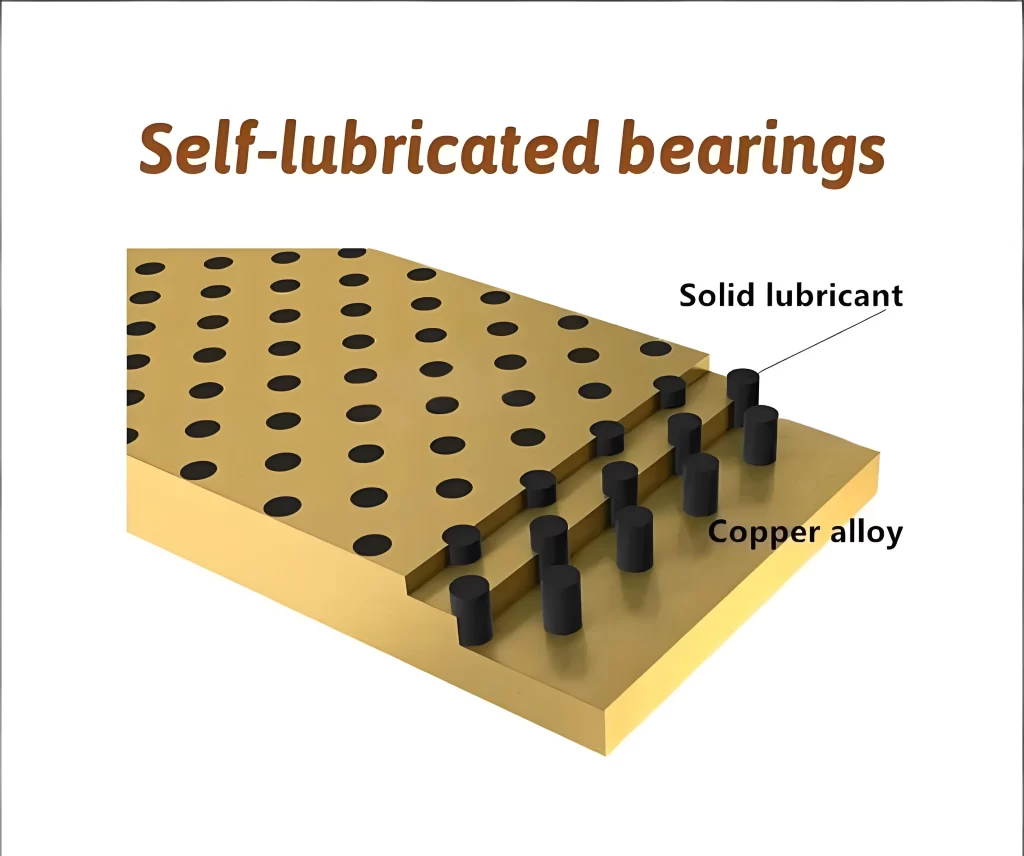
Table of Contents
1. What Exactly Is a Slide Plate? (And Why "Sandwich" Matters)
Let’s kill the confusion upfront.
A slide plate is not a bushing. It’s not a linear rail. It’s a two-part bearing system that manages linear movement under load—usually where you can’t grease, don’t want to grease, or plain forget to grease.
Think of it as a sandwich :
Bottom plate: Welded or bolted to the stationary structure (press bed, beam, support steel).
Top plate: Attached to the moving component (die shoe, slide, pipe shoe).
Filling: The interface where bronze meets steel, or graphite meets steel—friction happens here, or it doesn’t.
The upper plate must always be larger than the lower plate. Always. If the moving part over-travels and exposes the lower plate to dirt, grit, or coolant, you’ve just turned a precision bearing into a grinding wheel .
Why this matters for your bottom line:
A correctly designed slide plate assembly reduces the force required to move the load. Lower force = smaller actuators = less energy consumption. In high-cycle operations (think automotive stamping at 20+ strokes per minute), that adds up to five figures annually in energy savings alone.
2. The Three Tribes of Slide Plate Materials
Not all slide plates are bronze. But if you’re reading this, you already know bronze is where the magic happens for heavy loads and dirty environments.
Here’s the landscape:
1. PTFE / Polymer-Based Plates
Temp range: -320°F to +500°F
Load: Low PSI, think architectural bearings and light ducts
Best for: Clean environments, cross-beam slip joints, air preheaters
Reality check: PTFE creeps under sustained load. Great for thermal expansion, terrible for stamping 10-gauge steel eight hours a day.
2. Pure Graphite Plates
Temp range: Up to 1000°F (ambient), 3000°F (inert)
Load: ~2000 PSI
Best for: Bridges, overpasses, offshore rigs—places you can’t touch for decades
Trade-off: Brittle. Requires bolted or bonded retention >500°F .
3. Bronze + Graphite (The Workhorse)
Temp range: -40°C to +300°C (standard alloys)
Load: Up to 100 N/mm² dynamic (that’s ~14,500 PSI)
Speed limit: 0.4 m/s dry, 5 m/s oil-lubed
Best for: Stamping dies, PET moulds, injection mould slides, pipe supports, mining equipment
Here’s what the selection charts don’t show:
PTFE is cheaper upfront. Graphite handles inferno temperatures. But bronze-graphite is the only material class that laughs at shock loads, edge loading, and foundry dust while still sliding at 0.12 friction coefficient .

3. The Metallurgy of "Self-Lubricating" – It's Not Magic, It's Physics
“Self-lubricating” gets thrown around like confetti. Let’s get specific.
A graphite-plugged bronze slide plate starts as a high-strength copper alloy—typically C86300 manganese bronze, CuZn25Al6Fe3Mn3, or C95400 aluminum bronze . This isn’t your grandfather’s bearing bronze. These alloys deliver:
Tensile strength: 90–100 ksi range
Hardness: HB 210–245
Corrosion resistance: Saltwater-capable (yes, seriously—C954 is specified for marine BOPs)
Then we drill. Hundreds of precisely spaced holes, covering 20–30% of the bearing surface .
Then we insert pure graphite plugs under interference fit.
Here’s how it actually works:
Under load and motion, the bronze carries the weight. That’s its job—structural backbone. The graphite plugs gradually smear onto the mating surface (hardened steel, usually), forming a transfer film . This film is what lubricates, not the plugs themselves sitting proud.
This is where cheap knockoffs fail. If the bronze matrix is too soft, it wears faster than the graphite, leaving the plugs standing proud like speed bumps. Congratulations: you’ve just turned your slide plate into a broach.
If the alloy is correct—CuZn25Al6Fe3Mn3 hardness range HB 210–245—the bronze and graphite wear at nearly identical rates . The lubricant film replenishes continuously. The coefficient of friction stays μ 0.04–0.16 . No grease gun required.

4. Where Slide Plates Win (And Where They Don't)
Let’s walk the shop floor.
✅ Stamping Dies (NAAMS Standard)
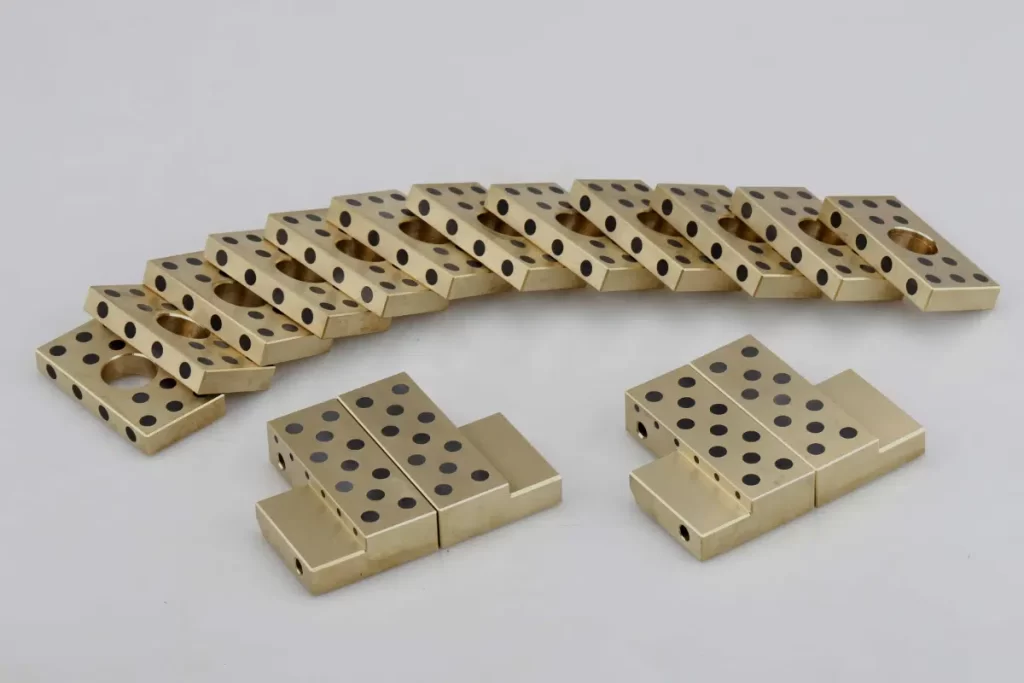
Automotive body panels. High tonnage, reciprocating motion, zero tolerance for lubricant drips on finished steel. Bronze slide plates are standard for cam slides, wear pads, and guide rails .
Real result: One plant we work with extended die maintenance intervals from 6 weeks to 18 months after switching from greased steel to MYWAY C863 graphite-plugged plates .
✅ PET Preform Moulds
Bottle preforms. Food-grade. You cannot have oil mist settling on cavities destined for drinking water. Graphite-bronze slide plates support the sidewall sliding action, withstand 280°C, and never contaminate the product .
Real result: Cycle count increased 30% on a 32-cavity blow moulder. No lubrication downtime. No blue-bottle lawsuits .
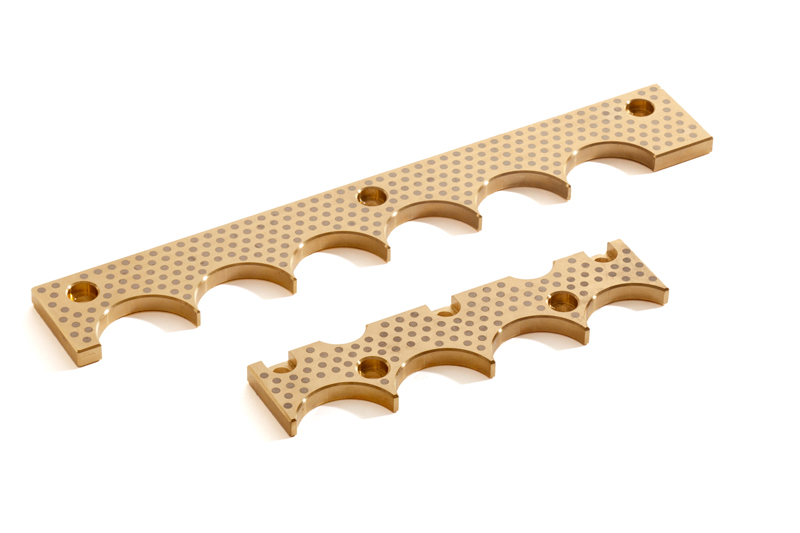
✅ Pipeline Supports & Heavy Steel
Thermal expansion in a 48-inch steam line isn’t theoretical. It’s inches of movement. Bronze slide plates welded to structural steel let the pipe breathe without fighting its own supports .
Real result: Offshore platform operator eliminated annual regreasing of 600+ pipe shoes. ROI: 4 months.
❌ Where Bronze Slide Plates Struggle
Ultra-high speed continuous rotation (>2 m/s sustained). That’s bronze wrapped bushing territory.
Sub-zero cryogenic (LN2). Stick with filled PTFE.
Budget-constrained bids where “good enough” wins. Bronze costs more than mild steel. You pay for what you don’t get: maintenance calls.

5. How to Specify a Slide Plate That Won't Embarrass You
You have a drawing. Or you have a space. Here’s the checklist.
1. Material first.
Don’t write “bronze wear plate.” Write “High-strength copper alloy, CuZn25Al6Fe3Mn3 or equivalent, hardness HB 210 min, graphite plug coverage 25% ± 3%.”
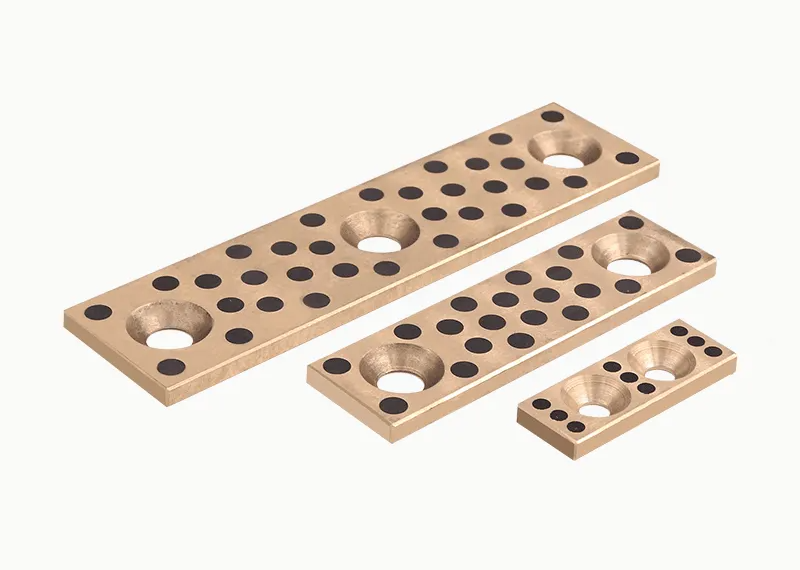
2. Graphite pattern matters.
Standard grid is fine. Diagonal pattern reduces stick-slip in reciprocating short strokes. Corner relief prevents stress risers in high-cycle applications .
3. Thickness is non-negotiable.
5–10 mm: Light to medium duty, injection moulds, automation
20 mm: Heavy stamping, press cam guides, structural bearing
>20 mm: Custom. Usually means load exceeds 5000 PSI or you need re-machining allowance.
4. Mounting: welded or bolted?
Welded: Requires 12.7 mm (1/2″) minimum lip. Do not weld through the bronze—weld the steel backing plate .
Bolted: Countersunk screws. Specify if the plate will be replaced periodically.
5. Tolerance.
P0 precision rating delivers ±0.01 mm flatness and parallelism . For automotive dies running 1mm draft angles, this isn’t negotiable.
6. Why Engineers Are Switching from Greased Systems (And Never Switching Back)
The calculation changed.
Ten years ago, “oil-free” was a niche requirement for food machinery and cleanrooms. Today, it’s mainstream for three reasons:
1. Labor isn’t cheap anymore.
A maintenance tech walking a press line with a grease gun costs $75–$100/hour burdened. Multiply by 50 presses, weekly lube cycles. That’s real money.
2. EPA and ESG pressure.
Oil drips on floors require hazmat cleanup. Oil mist in air requires filtration. Oil disposal requires manifests. Graphite dust? Sweep it up.
3. Uptime is the only metric.
A stamping press down for unscheduled bearing replacement bleeds $500–$2000 per hour in lost production. A $60 slide plate that lasts 18 months beats a $20 steel plate that seizes at 6 months.
Quantified:
Replacing traditional lubricated plates with graphite-bronze in a high-volume bottle cap mould operation:
Sticking incidents: -50%
Mould service life: >1 year continuous
Maintenance cost: -30–40%
7. Why MYWAY?
You can source slide plates from a hundred suppliers. Most are trading houses relabeling foundry overruns.
MYWAY is different:
20 years in the bearing trench, not the trading floor.
IATF 16949 / ISO 9001 – because automotive dies don’t tolerate “close enough.”
Cast-to-finish integration. We control the metallurgy from melt to micron. That HB 210 hardness isn’t hoped for—it’s verified.
Zero mold cost on qualified custom programs. We invest in partnerships, not tooling invoices.
40+ countries served. Your logistics coordinator speaks our language.
FAQ – What Customers Actually Ask Us
Q: Can I drill my own holes in a standard bronze plate and press in graphite plugs?
A: You can. You’ll also ruin the dimensional stability, likely crack the plate, and void any warranty. Factory-embedded graphite is done pre-finish machining, under controlled interference. We don’t recommend field retrofits.
Q: Bronze vs. stainless steel for slide plates—which lasts longer?
A: For friction pairs, bronze wins. Stainless-on-stainless galling is well-documented. Bronze-on-hardened steel (40+ HRC) gives you the wear couple you want .
Q: What’s the maximum temperature for graphite-bronze?
A: Matrix limit is ~300°C continuous for standard CuZn25Al6 alloys. Above that, the bronze softens. For 400–500°F+, specify aluminum bronze (C954) and verify graphite retention method .
Q: Do I need to run-in graphite slide plates?
A: Yes. Initial break-in transfers the graphite film to the mating surface. Light loads, short strokes, 30–60 minutes. After that, friction drops to steady-state μ 0.08–0.12.
Q: Do you offer zero-mold-cost customization?
A: For volume orders and strategic partnerships, yes. We maintain die sets for over 40 standard JSP series sizes. Non-standard dimensions require tooling; we’ll tell you upfront if there’s a cost.
Q: What’s the lead time?
A: Standard sizes: 7–10 days air, 20–25 days sea. Custom: depends on metallurgy and quantity. We don’t stock raw castings for alloys nobody uses.
100000+ Types of Bushings – Contact Us for Details