
Recent Posts
The Sound of Metal: Why Casting Defines a Great Bushing
Walk through any heavy industrial plant—a steel mill, a mining operation, a working port—and you’ll hear it. Buried beneath the roar of engines and the clank of conveyors, there’s a deeper, more rhythmic sound. It’s the sound of metal meeting metal, of brute force channeled into precision movement. At the heart of that sound, quite often, is a simple component doing an impossibly hard job: a bushing.
Not just any bushing, though. A cast bronze bushing.
While the world of bearings has gone in a hundred different directions—plastics, composites, exotic coatings—for the really tough jobs, the jobs where a machine’s life depends on a component that refuses to quit, engineers keep coming back to cast metal. They come back to the grain structure you only get from a mold, the density that laughs at shock loads, the soul of a component that was born in fire.
This isn’t a guide. This is a look under the hood of how the toughest bushings are born.
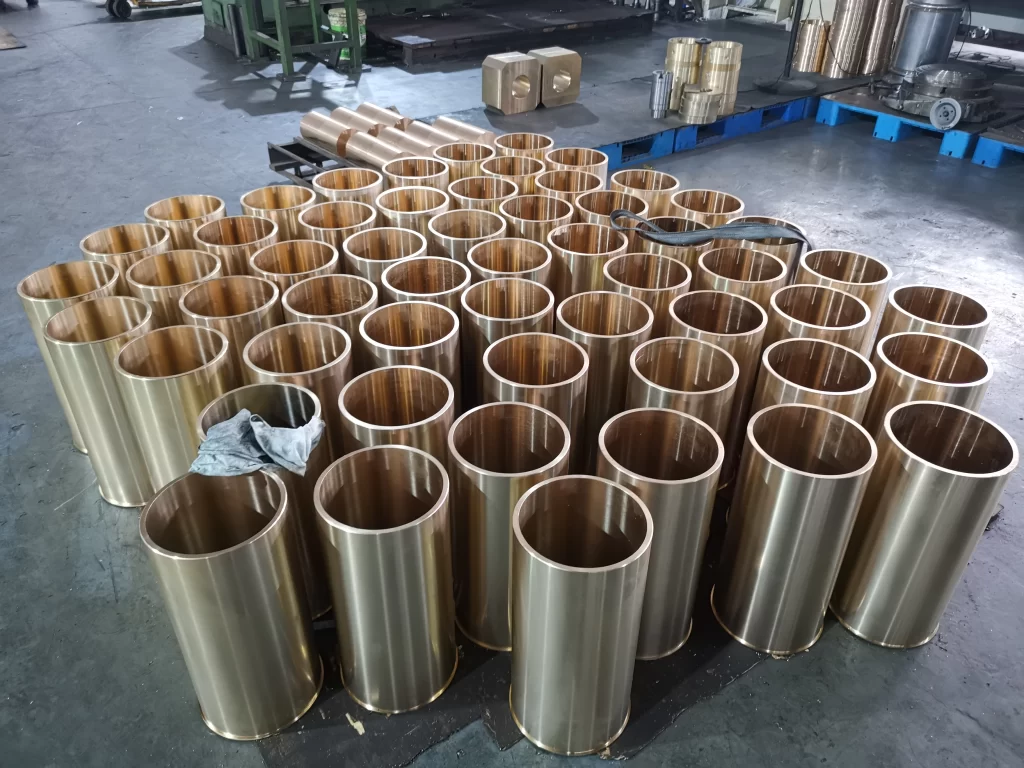
Table of Contents
1. The Foundry's Secret: Centrifugal Force
You can cut a bushing from a bar of metal. That’s machining. You can press metal powder into a shape and bake it. That’s sintering. But to cast a bushing is different. It’s closer to alchemy.
1.1 How Centrifugal Casting Actually Works
For the best cylindrical bushings, manufacturers use a method called centrifugal casting . Imagine a spinning mold, heated to high temperatures. Molten bronze—an alloy of copper, tin, and other carefully measured ingredients—is poured in. Instead of just sitting there, the liquid metal is hurled against the walls of the mold by centrifugal force, spinning at hundreds of RPMs .
This isn’t just a fancy party trick. The force does what gravity alone cannot:
Pushes impurities—slag, gas bubbles, oxides—toward the inner diameter, where they can be machined away later
Creates density uniformity that is remarkably consistent throughout the casting
Aligns the grain structure in a way that yields incredible strength and wear resistance along the load-bearing surface
1.2 The Science Behind the Spin
Research has shown that the rotational speed during centrifugal casting directly affects the quality of the final product. Studies on bimetal bushings demonstrate that higher rotational speeds (up to 350 rpm) create wider, stronger interfaces between different metal layers . This metallurgical bonding is critical for bushings that must withstand both high loads and corrosive environments.
The process has been refined over decades. Early patents from the 1970s describe methods for lining steel cylinders with lead bronze through centrifugal action, then cutting and forming them into bearing shells . Modern foundries like those serving MYWAY have taken this to an industrial scale, with centrifuges capable of handling components up to 3,000 mm in diameter .
The result? A sleeve bearing with a finer, denser microstructure than anything you could get from a static pour or a simple extruded bar . This is the stuff that goes into the articulation points of excavators, the drivelines of marine propulsion, the heart of diesel engines.
2. What's in the Mix: The Alphabet of Alloys
The magic isn’t just in the method; it’s in the recipe. Casting allows for a complexity of alloys that are difficult to achieve in other forms. When you’re looking at a bronze bushing specification, you’re looking at a history of metallurgical science spanning centuries.
2.1 The Workhorses: Tin Bronzes
You might see grades like SAE 660 (also known as C93200 or CC493K). This is the workhorse—the most common and cost-effective red bronze alloy for plain bearings . It’s a high-leaded tin bronze containing copper, tin, lead, and zinc. The lead acts as a solid lubricant, making it forgiving in applications where lubrication might be intermittent or where shaft alignment isn’t perfect .
Typical composition and properties :
Density: 8.9 g/cm³
Hardness: ≥70 HB
Tensile Strength: ≥250 MPa
Applications: General machinery, pumps, machine tools, automotive components
For higher loads, CuSn12 (CC483K) steps up. This tough bearing material contains about 12% tin and minimal lead, offering:
Excellent wear resistance under high surface pressures
Good performance when impacts occur during operation
Higher hardness (≥75 HB) and tensile strength (≥270 MPa)
CuSn8 represents the premium end of tin bronzes. With very good sliding properties, high wear resistance, and good heat resistance, it’s suitable for high speeds and high loads—provided it gets sufficient lubrication and runs against hardened shafts . This alloy particularly shines in thin-walled bushing applications where space is tight.
2.2 The Heavy Hitters: Aluminum Bronzes
Then you move into the high-performance leagues. Aluminum Bronze (like C95400 or CuAl10Ni5Fe5/CC333G) is in a class of its own. By adding aluminum (around 9-11%) along with iron and nickel, you get a metal with remarkable properties .
Research comparing various bronze alloys found that aluminum bronze bushes performed slightly better than phosphor bronze ones in tribology tests . Key advantages include:
High strength at elevated temperatures—compressive strength at 260°C matches that of tin bronzes at room temperature
Excellent corrosion resistance—forms a tough, adherent aluminum oxide layer
Superior fatigue strength—resists repeated and severe impact loads
Good wear resistance in abrasive or corrosive environments
The downside? Aluminum bronzes are harder to machine and require hardened shafts (500+ HB) with fine surface finishes . They’re also less forgiving of dirty lubricants since they don’t embed particles well.
2.3 The Strength Specialists: High-Tensile Brasses
High-strength brasses (sometimes incorrectly called manganese bronzes) deserve mention too. Grades like C86300 or CuZn25Al5Mn4Fe3 (CC762S) offer exceptional mechanical strength—tensile strengths well over 750 MPa .
This material combines :
High density: 7.8 g/cm³
Impressive hardness: ≥210 HB
Excellent yield strength: ≥450 MPa
Good elongation: ≥12%
These are for the extreme stuff—massive shock loads in construction equipment, large gears, valve stems, and bearings subjected to extreme static or slow-moving dynamic loads . They excel particularly in corrosive or marine environments.
2.4 Choosing Your Alloy: A Practical Framework
Selecting the right material is a balancing act. Here’s a quick decision framework:
| If you need… | Consider… | Because… |
|---|---|---|
| Conformability with slightly misaligned shafts | High-leaded tin bronze (SAE 660/CC493K) | Lead particles provide built-in forgiveness |
| Maximum wear life with good lubrication | CuSn12 or CuSn8 | Higher tin content boosts hardness and wear resistance |
| Corrosion resistance + strength | Aluminum bronze (CC333G/C95400) | Forms protective oxide layer, handles marine environments |
| Extreme load capacity | High-tensile brass (CC762S/C86300) | Tensile strength exceeds 750 MPa |
| Lead-free requirements | CuSn12 or aluminum bronzes | Environmental compliance without sacrificing performance |

3. The Cast vs. Sintered Debate
It’s worth pausing here to clear up a common confusion in the bearing world. You have two primary types of bronze bushings on the market: cast and sintered (oil-impregnated) .
3.1 How Sintered Bushings Work
Sintered bushings are made from powdered bronze that’s pressed and heated. They end up porous—about 25% porous—and that porosity is then filled with oil under vacuum. They’re self-lubricating, economical, and great for high-volume, moderate-load applications like small electric motors and household appliances .
3.2 Where Cast Bronze Dominates
But for heavy loads? You want cast.
Because cast bushings aren’t porous. They’re dense. They don’t rely on a reservoir of oil trapped in the metal; they rely on the metal itself . A cast bearing bushing can handle compressive forces that would crush a sintered bushing of the same size. It maintains its integrity under impact. It’s the difference between a cinder block and a solid chunk of granite.
3.3 Performance Comparison
Research testing various bronze bushes under slow speed and high pressure conditions (up to 550 minutes of operation) showed that centrifugally cast bushes compared favorably with commercial static castings . Key findings:
| Property | Cast Bronze | Sintered Bronze |
|---|---|---|
| Density | Fully dense (8.8-8.9 g/cm³) | ~75-85% dense |
| Load capacity | High (50+ MPa) | Moderate |
| Lubrication requirement | External oil/grease needed | Self-lubricating |
| Impact resistance | Excellent | Moderate |
| Temperature range | -40°C to 400°C+ | Limited by oil |
| Cost at volume | Higher unit cost | Lower unit cost |
3.4 The Lubrication Reality Check
All metal solid bearings share one fundamental requirement: without externally supplied lubrication, they’re at best suitable only for emergency operations . This is why bronze bushings feature lubrication grooves—milled or turned channels running along the inner and/or outer diameter that distribute lubricant across the bearing surface .
The groove patterns aren’t arbitrary:
Straight grooves: Even lubrication distribution for general machinery
Spiral grooves: Draw lubricant through as the shaft rotates
Circular grooves: Retain lubricant for oscillating applications
Figure-8 patterns: Handle both linear and oscillatory motion

4. The Complete Journey: From Molten Metal to Precision Component
So how does a raw ingot of virgin metal become the precision component in your gearbox? It’s a journey through multiple stages, each demanding expertise and quality control.
4.1 Melting and Alloying
High-quality bronze alloys begin in induction furnaces, where temperatures are precisely controlled—copper melts around 1085°C, with alloying elements requiring different temperature windows . Modern foundries monitor chemistry constantly to ensure specifications are met within tight tolerances.
4.2 Casting Methods
Three primary casting methods dominate bushing production:
Centrifugal Casting :
Molten metal poured into spinning molds
Creates dense, uniform grain structure
Ideal for cylindrical shapes
Maximum diameters can reach 3,000 mm
Continuous Casting :
Metal poured through water-cooled dies
Produces long bars or tubes
Consistent cross-section and properties
Efficient for high-volume production
Static Sand Casting :
Traditional method using sand molds
Suitable for complex shapes or large parts
More economical for small runs
May have more variable grain structure
Research comparing bushes made by these methods found that centrifugally cast bushes performed favorably against both static castings and continuously cast bar stock .
4.3 Precision Machining
That rough casting then goes to CNC lathes and machining centers. This is where precision happens:
Inner diameters are bored to mirror-like finishes (often below Ra 0.8 µm)
Outer diameters are turned to exacting tolerances
Oil grooves are cut in precise patterns—straight, spiral, double loop—ensuring lubricant gets exactly where it needs to go
Flanges, if required, are machined to precise dimensions
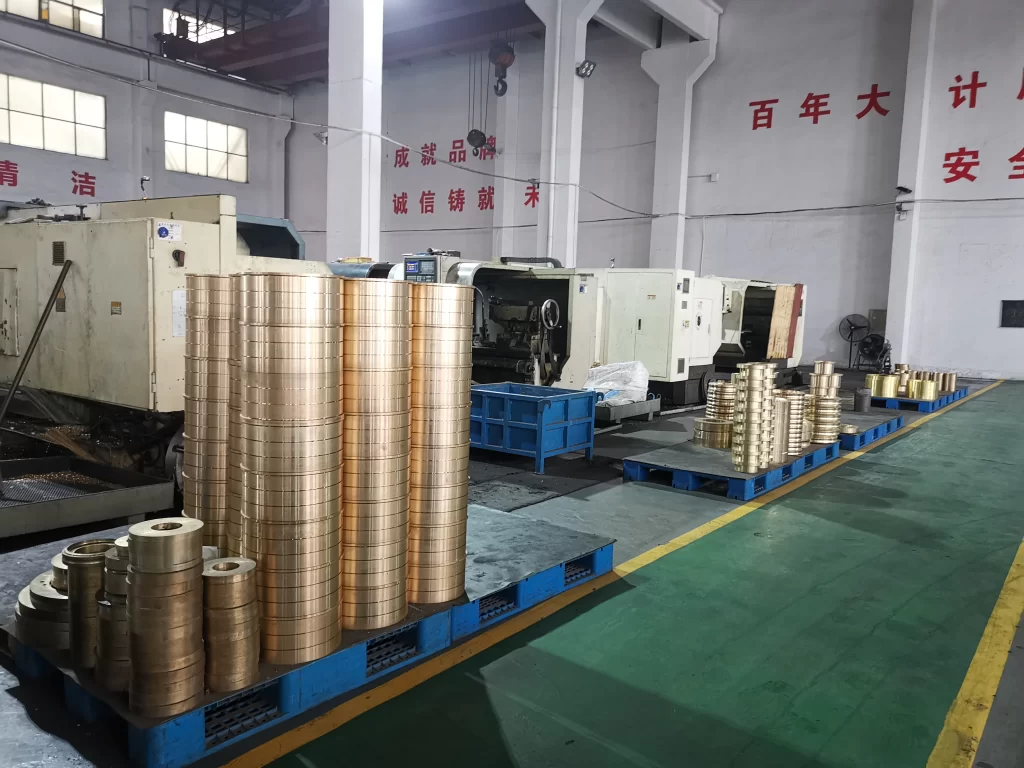
Modern machining centers can handle massive components. Facilities like MYWAY’s precision machining workshop, established in 2013, process copper bushings ranging from 1,200 mm to 2,500 mm in diameter .
4.4 Quality Control
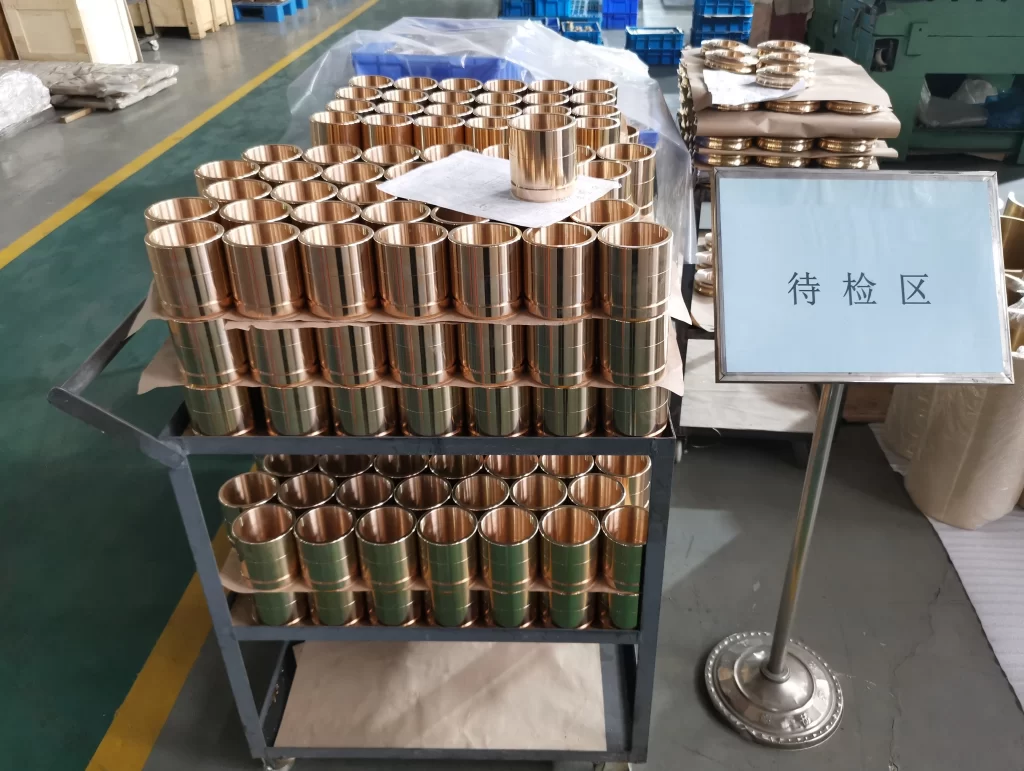
Every bushing destined for critical service undergoes comprehensive inspection. Top manufacturers maintain extensive testing laboratories equipped with :
HB hardness testers for material verification
Tensile testing machines for mechanical property validation
Metallographic analyzers for microstructural examination
Coordinate measuring machines for dimensional accuracy
Spectrometers for material composition analysis
Pneumatic measuring instruments for precise dimensional checks
This multi-layered approach ensures consistency across production batches and validates that every bushing meets its specifications.
4.5 The Digital Warehouse
The journey doesn’t end at the machining center. Modern manufacturing includes sophisticated logistics. Digital finished goods warehouses—like MYWAY’s 4,000-square-meter facility with 500-600 ton capacity—maintain real-time inventory visibility . This enables faster response times for urgent orders and ensures that standard items ship immediately while custom orders track smoothly through production.

5. When Casting Matters Most: Real-World Applications
Cast bronze bushings aren’t for every application. But when the conditions get tough, they’re irreplaceable.
5.1 Heavy Construction and Mining
Excavators, loaders, and mining equipment subject bushings to extreme shock loads, abrasive dust, and often poor lubrication. High-strength brasses like C86300 (CuZn25Al5Mn4Fe3) handle these conditions with:
Tensile strength exceeding 750 MPa
Hardness over 210 HB
Good wear resistance even with contaminated lubricants
5.2 Marine and Offshore
Saltwater destroys ordinary metals. Aluminum bronzes (CC333G/C95400) form protective oxide layers that resist corrosion while maintaining strength. Applications include:
Propeller shaft bushes
Rudder bearings
Deck equipment
Offshore platform components
Research confirms that aluminum bronze bushes demonstrate excellent performance in demanding environments .
5.3 Steel Mills and Heavy Industry
High temperatures, continuous operation, and heavy loads characterize steel mill applications. Cast bronze bushings maintain strength at elevated temperatures—aluminum bronzes retain compressive strength at 260°C equal to tin bronzes at room temperature .
5.4 Hydraulic Systems and Pumps
Pump bushings face a combination of high loads, corrosive fluids, and often abrasive particles. Leaded tin bronzes like SAE 660 provide the conformability to handle occasional contamination while maintaining wear resistance .
5.5 Agricultural Machinery
Farming equipment operates in dusty, dirty conditions with minimal maintenance. High-leaded bronzes offer forgiveness when lubrication is intermittent, and their ability to embed dirt particles protects shafts from damage .
6. The Numbers Game: Technical Specifications That Matter
When engineers specify bushings, they look beyond the material grade. Here are the key performance parameters :
| Parameter | What It Means | Typical Values |
|---|---|---|
| Density | Mass per unit volume, indicates porosity | 7.8-8.9 g/cm³ |
| Hardness (HB) | Resistance to indentation | 70-210+ HB |
| Tensile Strength | Maximum stress before failure | 250-750+ MPa |
| Yield Strength | Stress at permanent deformation | 90-450+ MPa |
| Elongation | Ductility measure | 5-13% |
| Max Operating Temp | Upper thermal limit | -40°C to 400°C+ |
| Max Load | Static pressure capacity | Up to 50 MPa |
| Max Speed | Surface velocity limit | 0.5-2.5 m/s lubricated |
For thin-walled bushings requiring good sliding properties and wear resistance at high speeds, CuSn8 delivers exceptional performance when properly lubricated .
7. The Future is Heavy
There’s a lot of talk about lightweighting and composites. And for many applications, that’s the right path. But for the skeleton of the industrial world—the presses, the crushers, the marine shafts, the rolling mills—heavy is good. Heavy is reliable.
Cast bronze bushings offer advantages that modern materials haven’t matched:
Proven longevity—properly designed and maintained bronze bearings often outlast the equipment they serve
Sustainability—made from high percentages of recycled materials and endlessly recyclable themselves
Predictable performance—centuries of metallurgical data mean engineers know exactly what to expect
Forgiving nature—lead content in many alloys provides built-in emergency lubrication
They’re a technology refined over millennia that still outperforms newcomers when the pressure is on.

Frequently Asked Questions
Q: What’s the main advantage of a cast bronze bushing over a machined bar stock one?
A: While many “cast” bushings are machined from cast bar stock, the key is the casting process itself. Centrifugally cast bar stock has a denser, more uniform grain structure than extruded or simple static-cast material, leading to superior wear and strength .
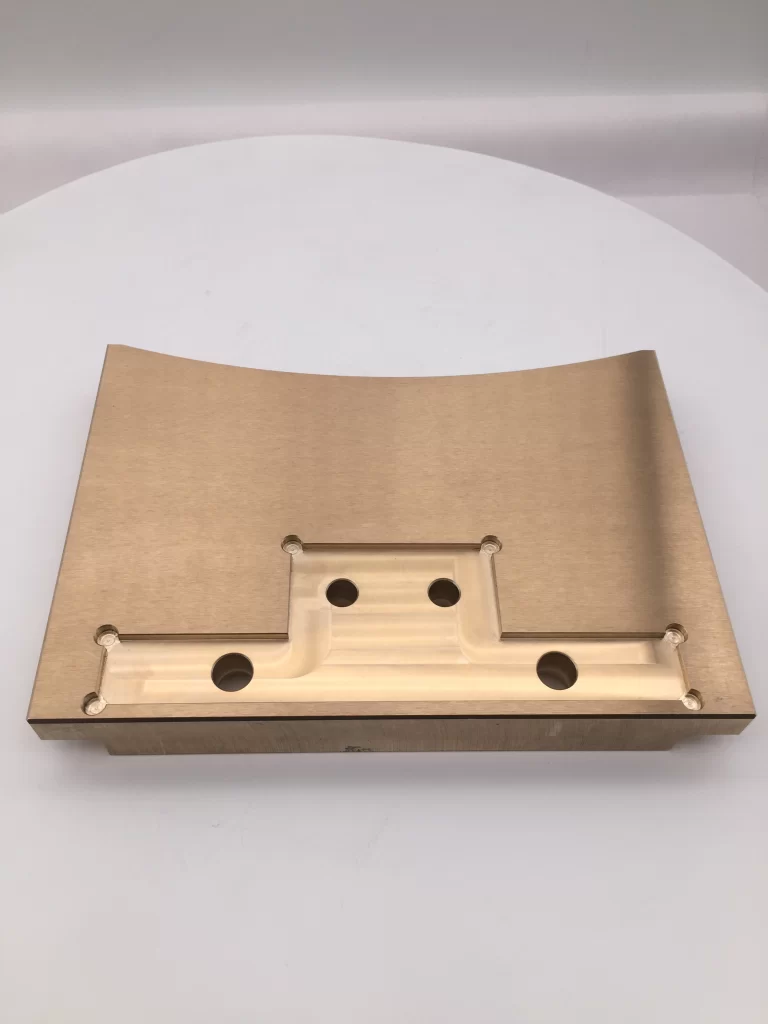
Q: Can you cast bushings with flanges?
A: Absolutely. Flanged cast bronze bushings are common . They can be machined from larger diameter cast bar or cast with the flange integrated.
Q: Is casting only for bronze?
A: No, but bronze is the star for bearings. Production lines exist for steel, iron, and even rubber bushings, but for the combination of low friction and high strength, copper-based alloys are king .
Q: How do cast and sintered bushings compare for heavy loads?
A: For heavy loads, cast wins. Sintered bushings have about 25% porosity, which limits their load capacity. Cast bushings are fully dense and can handle much higher compressive forces .
Q: What lubrication do cast bronze bushings need?
A: Most require external oil or grease, delivered through machined grooves. Some specialty alloys (like those with graphite plugs) offer limited self-lubrication, but for continuous heavy-duty operation, planned lubrication is essential .
Q: How do I choose between tin bronze and aluminum bronze?
A: Consider your environment. Tin bronzes (especially leaded ones) are more forgiving of alignment issues and contamination. Aluminum bronzes offer superior strength and corrosion resistance but need cleaner operation and harder shafts .
Q: What’s the temperature limit for bronze bushings?
A: It varies by alloy. Leaded bronzes typically operate to about 250°C. Aluminum bronzes and some high-tensile brasses can handle 400°C+ .

When the Specs Get Real: Bring Your Drawings to MYWAY
Reading about grain structures and alloy compositions is one thing. Facing a machine downtime because a plain bearing failed is quite another. That’s when you stop theorizing and start needing a partner who can deliver.
At MYWAY, we don’t just read about casting; we live it. Our manufacturing ecosystem is built around vertical integration—from raw materials to finished products . With seven horizontal continuous casting production lines, eight medium-frequency furnaces, and nine centrifuges handling components up to 3,000 mm diameter, we maintain an annual capacity of 20,000 tons .
Our quality commitment extends to comprehensive testing: HB hardness testers, tensile testing machines, metallographic analyzers, coordinate measuring machines, spectrometers—every tool needed to verify that each bushing meets its specifications .
We understand that the bearing bushing holding up the arm of your excavator needs a different mix than the one guiding a precision shaft in a packaging line. That’s why we maintain over 500 tons of semi-finished pipe materials and 200+ centrifugal casting molds in inventory—ready to respond to your requirements .
We take your requirements—your drawings, your load specs, your environment—and match them to the exact metallurgical solution. Whether it’s a flanged bushing in high-strength aluminum bronze or a precision sleeve bearing in durable tin bronze, our process is built for the heavy stuff.
Have a project that demands real metal? Send us your drawings. Tell us about the load. Let’s talk about what your machine needs to keep running.
Contact MYWAY today for a quote on your custom cast bronze bushings.
100000+ Types of Bushings – Contact Us for Details